找正聯軸器對中儀特點
判斷愛司聯軸器對中儀的測量數據是否準確,需要從儀器校準、操作規范、數據驗證及輔助方法等多方面綜合評估。以下是具體的判斷步驟和方法:一、校準與自檢驗證使用內置校準功能愛司對中儀通常具備自校準程序(如通過標準件或固定間距的激光反射板),可按說明書啟動校準模式,觀察儀器顯示的校準偏差值。若偏差超過允許范圍(如±),需重新校準或聯系售后。示例:AS500系列可通過“系統校準”菜單,將發射器和接收器固定在已知間距的校準架上,儀器會自動計算激光束的偏移量,若顯示值與標準值誤差超過1%,則需校準。外部標準件驗證使用高精度的標準量塊(如大理石平臺、精密直尺)或已知對中精度的模擬聯軸器裝置,將對中儀安裝在標準件上進行測量。對比儀器顯示的偏差值與標準值,誤差應在±(視儀器精度等級而定)。二、操作過程規范性檢查安裝與固定確認夾具貼合度:檢查夾具是否緊密貼合聯軸器表面,無明顯縫隙或晃動。可用塞尺測量夾具與軸的間隙,若超過,可能導致測量偏差。激光束同軸度:在發射器前方放置白紙,觀察激光光斑是否居中于接收器的靶心位置,若偏移超過靶心半徑的10%,需調整夾具安裝位置。測量步驟復現重復測量同一位置2-3次,若數據波動范圍超過。 三合一功能的聯軸器對中儀推薦。找正聯軸器對中儀特點
聯軸器對中儀
AS聯軸器對中一般以泵為基準?。在調整聯軸器同心度時,通常以泵為基準,優先調整電動機的位置以實現對中。如果電動機無法調整(如空間不足或調節螺栓到極限),則需改變策略,調整原本作為基準的泵的位置?。聯軸器對中的重要性聯軸器對中的目的是減少設備在運轉過程中產生的振動和噪音,避免軸與軸承間引起的附加徑向載荷,并保證每根軸在工作中的軸向竄量不受到對方的阻礙?。正確的對中可以減振、節能、減少機械部件的磨損,提高生產能力和產品質量?。常見的聯軸器對中方法?機械方法?:如塞尺法,使用直尺和塞尺測量兩半聯軸節的徑向位移和軸向位移。這種方法簡單但精度較低,適用于低速場合?。?百分表法?:使用百分表測量聯軸器的徑向位移與軸向位移,精度較高,適用于高速重載的動力傳動場景?。?激光對中法?:利用激光技術進行精確測量,操作簡便,精度高?。 耦合聯軸器對中儀定做ASHOOTER聯軸器激光對中校正——精度高。
AS500作為ASHOOTER系列激光對中儀的**型號,依托法國SYNERGYS技術,集成激光測量、智能分析與動態補償功能,適用于石化、電力、冶金等行業的高精度設備對中需求。以下是基于ISO1940標準與行業實踐的標準化操作流程,結合AS500的技術特性,實現±控制。一、設備準備與環境評估工具配置**設備:AS500激光對中儀主機(含M端發射模塊與S端接收模塊)、V型磁性支架(適配φ20-250mm軸徑)、不銹鋼鏈條夾具、。輔助工具:液壓千斤頂(5-10噸)、扭矩扳手(精度±2%)、百分表(校準誤差≤)、紅外測溫儀(分辨率℃)。環境控制溫濕度:工作溫度-10℃~+55℃,濕度≤85%RH(無冷凝),避免溫差>5℃的環境;振動干擾:環境振動≤,必要時啟用AS500的抗干擾模式(三層電磁屏蔽+軟件濾波算法);電磁兼容:遠離變頻器、電機等強磁場源,使用屏蔽線纜連接傳感器。設備預檢聯軸器狀態:清潔表面油污,檢查螺栓緊固力矩(按制造商推薦值的90%預緊),確認彈性元件無老化;軸系參數:記錄軸間距(L)、聯軸器直徑(D)、支點間距(L1/L2),輸入AS500內置***模擬調整方案。
聯軸器的對中偏差標準值并非固定統一,需根據設備類型、轉速、聯軸器形式及行業規范綜合確定。以下是常見的通用標準和參考范圍,實際應用中需以設備制造商手冊或行業標準為準:一、通用對中偏差允許值(參考ISO1940及API標準)1.徑向偏差(軸的平行度誤差)剛性聯軸器(如凸緣聯軸器):低速(轉速n≤1500r/min):≤(1500r/min<n≤3000r/min):≤(n>3000r/min):≤(如膜片、齒式聯軸器):低速:≤:≤(如透平機):≤(軸的角度誤差,單位:mm/m)剛性聯軸器:≤(即每米軸長角度偏差≤)彈性聯軸器:≤(具體取決于彈性元件補償能力,如膜片聯軸器通常≤)二、行業特殊標準1.石油化工行業(API610/671)離心泵、壓縮機等旋轉機械:徑向偏差:≤(冷態安裝值,熱態需通過預偏裝修正)軸向偏差:≤:徑向偏差≤,軸向偏差≤(如汽輪機、發電機)高速軸(3000r/min):徑向偏差:≤:≤(如磨煤機):徑向偏差≤,軸向偏差≤(重型機械)軋機、起重機等低速重載設備:徑向偏差:≤:≤(允許較大偏差,依賴聯軸器補償能力)4.精密機械(如機床、印刷設備)徑向偏差:≤:≤、影響標準值的關鍵因素轉速:轉速越高,允許偏差越小(離心力對不對中敏感)。 聯軸器的找正對中情況分析與調節方法。
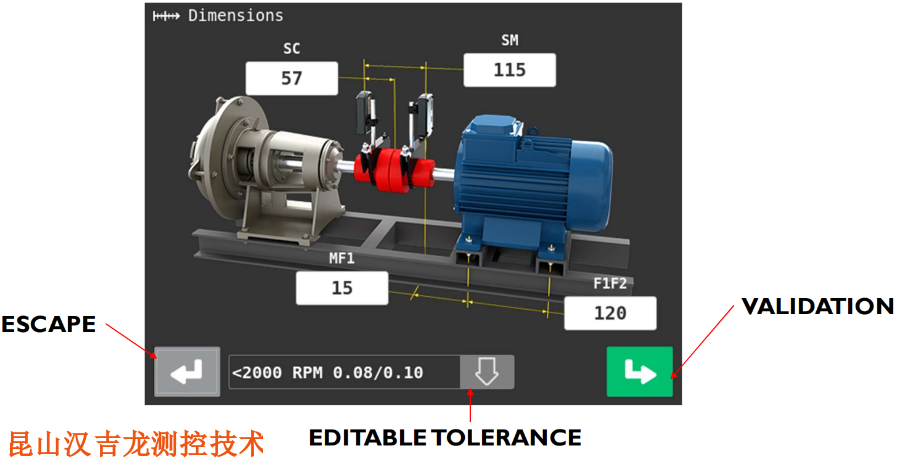
激光對中儀聯軸器對中操作簡述①激光對中儀架設激光對中儀架設同百分表架設相似,都為表座固定,但相對于百分表磁性表座固定桿固定百分表、磁性表座固定固定桿,激光對中儀表座可直接固定在聯軸器法蘭,同時亦可采用鏈條式固定,但其測量單元的基準端和調整端激光發射/接收中心應大致在一條直線上,同時調整端應架設至調整端聯軸器。數據顯示及調整單元一般同測量單元無線連接,數據傳輸距離范圍大于2m,數據顯示及調整單元有**按鈕供數據輸入、存儲、輸出。化工行業用聯軸器對中儀選型。AS500聯軸器對中儀哪家好
大型設備用聯軸器對中儀推薦?找正聯軸器對中儀特點
?AS聯軸器對中誤差的標準要求主要包括平行偏差和角偏差。??平行偏差?:通過徑向百分表測量兩軸中心線的偏移,一般要求不超過(百分表直接讀數)?。?角偏差?:通過軸向百分表測量兩軸端面的傾斜角度,換算為軸向偏差值,通常不超過(每100mm直徑對應偏差)?。此外,不同類型的聯軸器對中心允許的偏差也有所不同:?剛性與剛性聯軸器?:圓周偏差不大于,平面偏差不大于。?剛性于半繞性聯軸器?:圓周偏差不大于,平面偏差不大于。?蛇形彈簧式聯軸器?:圓周偏差不大于,平面偏差不大于。?齒式或爪式聯軸器?:圓周偏差不大于,平面偏差不大于?。 找正聯軸器對中儀特點
- 電機聯軸器對中儀 2025-06-20
- 轉軸聯軸器對中儀公司 2025-06-20
- 租用聯軸器對中儀批發 2025-06-20
- 法國聯軸器對中儀定制 2025-06-20
- 耦合聯軸器對中儀工作原理 2025-06-20
- 設備聯軸器對中儀操作步驟 2025-06-20
- synergys聯軸器對中儀價格 2025-06-20
- 經濟型聯軸器對中儀特點 2025-06-20
- AS聯軸器對中儀現狀 2025-06-20
- AS聯軸器對中儀保修 2025-06-20
- 西藏可見分光光度計品牌 2025-06-20
- 福州金相精密切割機供應商 2025-06-20
- 防爆風機激光對中價格 2025-06-20
- 山東微量水在線分析儀表 2025-06-20
- 江蘇制造沼氣流量計調整 2025-06-20
- 新疆紡織業用羊毛羊絨成分自動定量系統哪家技術強 2025-06-20
- 山東低溫調節閥大概費用 2025-06-20
- 淮安80G雷達液位計生產企業 2025-06-20
- 徐州電力數據采集與監控系統廠家 2025-06-20
- 連云港推薦沼氣流量計加裝 2025-06-20